Продукция
Завод изготавливает оборудование для производства профнастила и металлочерепицы различных типов. Возможно изготовление прокатных станов исходя из специальных требований заказчика. Завод использует материалы и комплектующие исключительно отечественного и европейского производства.
Оборудование для изготовления металлочерепицы и профнастила
В состав автоматизированной линии для производства профнастила и металлочерепицы входят:
- разматыватель (консольный или двухопорный);
- ножницы дисковые с ручным приводом (по желанию заказчика);
- прокатный стан с профилирующими клетями;
- штамповочное устройство (для производства металлочерепицы);
- профильные гильотинные ножницы;
- стапелирующее автоматическое приёмное устройство;
- система автоматического управления.
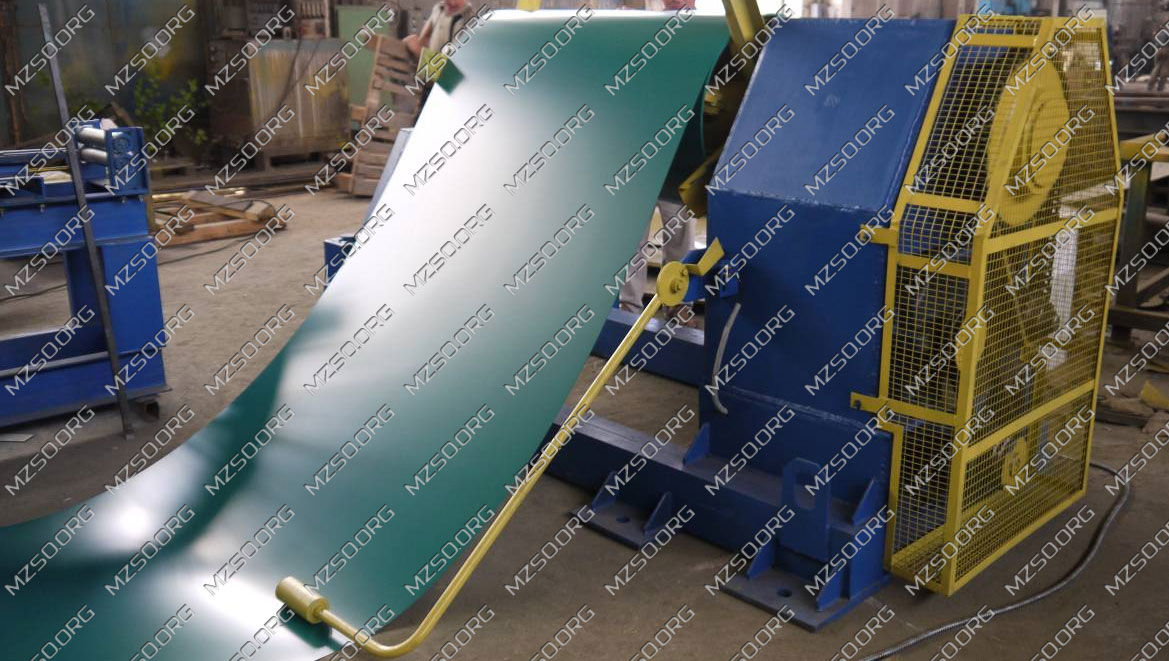
Разматыватель предназначен для непрерывной подачи ленты металла из рулона в прокатный стан. Согласование скорости подачи материала со скоростью работы прокатного стана обеспечивается независимой системой управления разматывателем и механизмом контроля петли. Разматыватель укомплектован частотным преобразователем и может разматывать рулон в обе стороны (реверс). Значительная мощность привода размотчика позволяет быстро разматывать и останавливать 10-ти тонные рулоны, что крайне важно в скоростных линиях профилирования.
Кроме того, производимый заводом разматыватель позволяет изготавливать продукцию (профнастил либо металлочерепицу) из рулонов металла производства КНР (с внутренним диаметром рулона 500 мм);




Ножницы дисковые устанавливаются (по желанию заказчика) в начале прокатного стана и предназначены для быстрой замены рулона. Под воздействием системы автоматического управления, прокатный стан останавливается, последний лист из текущего заказа отрезается дисковыми ножницами и выкатывается из стана целиком. После чего, в пустой прокатный стан заправляется лист другого цвета. Таким образом, дисковые ножницы позволяют экономить металл;


Прокатный стан предназначен для последовательного профилирования гладкого листа до требуемой конфигурации профиля. В целях безопасной эксплуатации, стан оснащён устройством аварийного отключения. Валки имеют наборную рабочую поверхность, состоящую из отдельных элементов - роликов и дистанционных втулок (проставочных колец), сопряжённых с валом. Диаметр валов прокатного стана – не менее 100 мм (для качественного профилирования металла, как по краям, так и в центре листа). Ролики изготавливаются из стали марки 40Х, валы – из стали марки Сталь 45. Для соединения роликов с валом используется общепринятое в технологии машиностроения шпоночное соединение, позволяющее исключить проблемы с переналадкой стана и увеличить срок его службы. Ролики и дистанционные втулки (проставочные кольца) на вале стянуты гайками и контргайками с двух сторон. В отличие от метода “урезанного” штифтового крепления (когда ролики на гладком валу фиксируются винтом “гуженом” с предварительным засверливанием в вал), переналадка стана со шпоночным соединением не требует снова выставлять ролики и засверливать отверстия в вале. Для получения безупречного качества продукции, а также, для надежности и долговечности эксплуатации оборудования, при проектировании прокатного стана закладывается достаточный запас прочности;



Штамповочное устройство предназначено для формирования ступеней на профилированном трапециевидном или волнистом листе для придания ему вида натуральной черепицы. Штампующее устройство укомплектовано гидравлической системой.
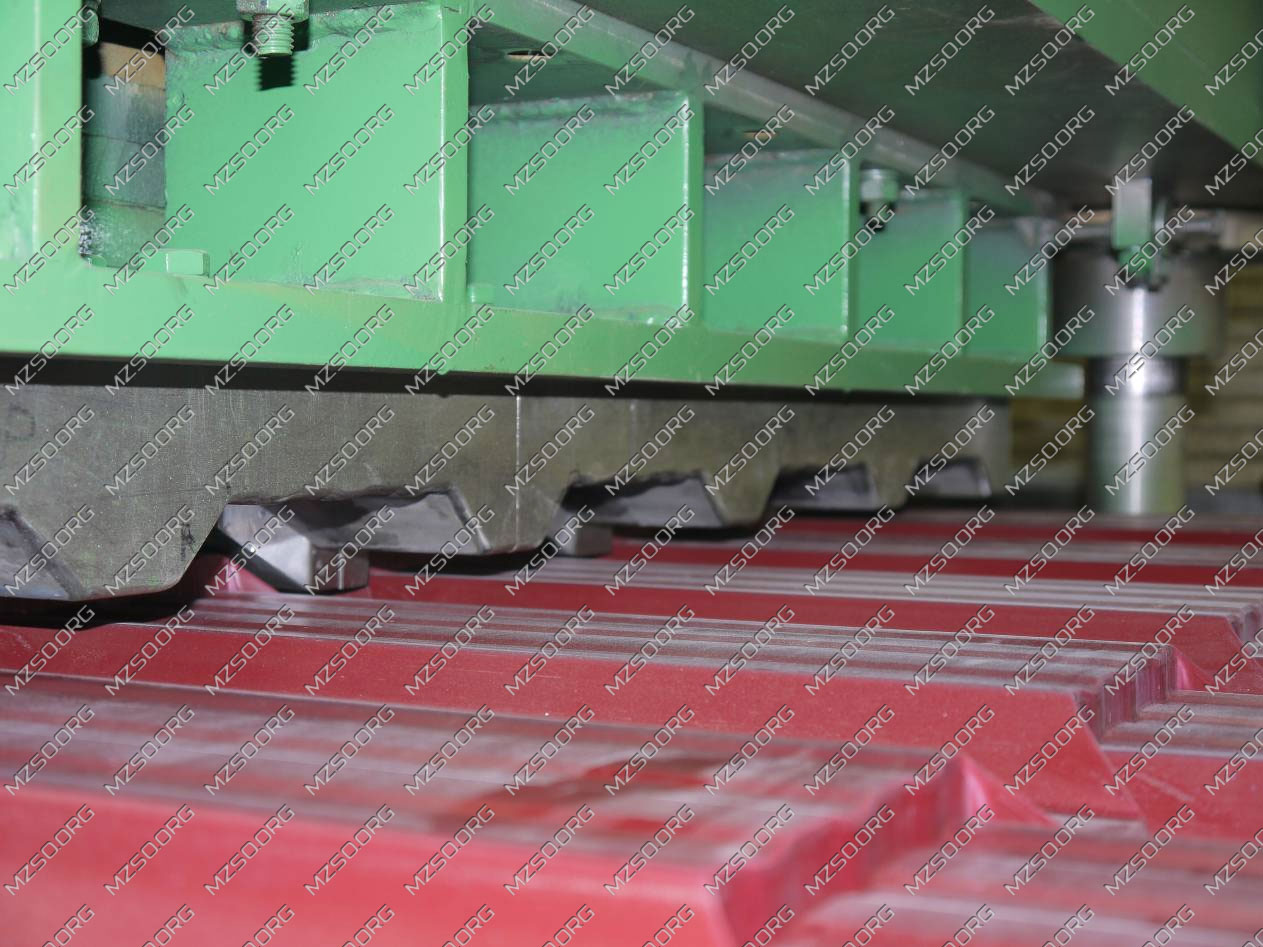

Профильные ножницы установлены на раме прокатного стана. Фигурный нож обеспечивает качественную отрезку готового листа профнастила/металлочерепицы заданной длины. Резка происходит без заусенцев, не оставляет следов в зоне реза и исключает отход металла.

Стапелирующее устройство предназначено для приёма мерно-нарезанных листов профнастила/металлочерепицы из ножниц и формирования пачек готовой продукции.


Линии для производства профнастила и металлочерепицы укомплектовываются системами автоматического управления, что обеспечивает:
- плавную работу линии (пуск линии без рывков – нет пробуксовки прокатного стана, отсутствует резкое натяжения цепей, отсутствуют пусковые токи, вызывающие поломки электрической схемы);
- долговечность эксплуатации (щадящий режим);
- увеличение производительности и улучшение качества выпускаемой продукции (отсутствие человеческого фактора);
- точность размеров.


